


You want to scale from taproom hits to consistent distribution. But capacity bottlenecks, uneven batches, and clunky clean-downs eat your profit. A modern 醸造システム streamlines the work so your team can brew more, waste less, and grow faster.
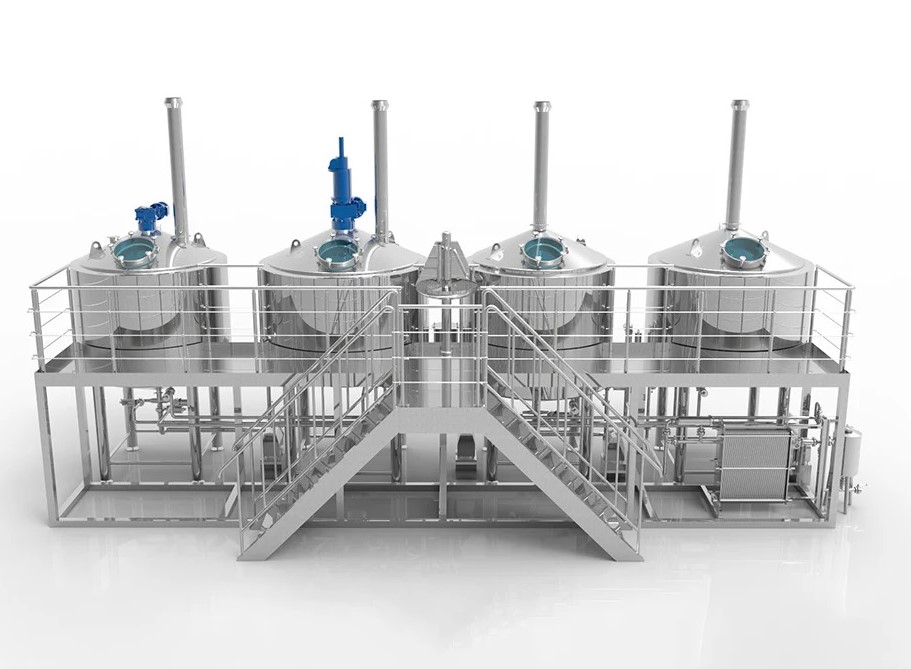
Commercial brewing systems are integrated 醸造所 and cellar packages—mash tun, ケトル, transfer, 発酵槽, controls, and utilities—engineered for consistency and efficiency. They standardize the 醸造工程 より マッシュ への whirlpool, improve sanitation, and give pro-level control over 麦汁, temperature, and packaging so you can scale quality and output reliably.
Outline
- 商業醸造システムとは何ですか?
- Inside the brewhouse: マッシュ, lauter, ケトル, whirlpool, 麦汁
- Sizing by bbl (from 3.5 bbl upward) and capacity planning
- Cellar choices: 円錐形 発酵槽, ユニタンク, fittings, and controls
- Heating options (steam, direct-fire, 電気醸造)
- Utilities & layout: hot liquor, 熱交換器, 麦汁冷却機, 麦汁ポンプ, grain handling
- CIP & sanitation: clean fast, avoid contamination
- Fermentation control, イースト health, and QA to brew exceptional beer
- パッケージ: ブライトタンク, “ブライト” service, and 樽 workflows
- Cost & ROI: labor, utilities, and バッチ economics (with table)
- Brands & build quality: where Blichmann/Anvil fit—and when you need pro gear
- を選ぶ理由 turnkey brewing system (with helpful internal links)
商業醸造システムとは何ですか?
A 業務用醸造システム is a coordinated set of vessels, pumps, valves, piping, and controls designed for repeatable, food-safe production. It pairs a 醸造所 (where you convert grain to 麦汁) with a cellar (where you 熟成 and condition beer in a タンク). Together, they reduce variability and improve throughput so your 醸造所 can meet demand without sacrificing quality.
The system’s job is simple: remove guesswork. A well-engineered package stabilizes temperatures in the マッシュタン, speeds lautering, moves 麦汁 gently, and holds fermentation targets. Sensors, VFDs, and programmable steps help your 醸造家 hit specs every 醸造の日—so customers get the same pint every time.

How does the brewhouse work (mash, lauter, kettle, whirlpool)?
Think of a brewhouse as a craft kitchen. In the マッシュ, you hydrate milled grain in the マッシュタン to convert starch into sugars. Rakes and jackets keep the bed uniform so you extract evenly. Then you lauter—separating sweet 麦汁 from grain while limiting shear. A well-set bed shortens run-off and minimizes astringency.
Next, the ケトル boils to sterilize, drive off volatiles, and isomerize hops. Flow then enters whirlpool where a tangential inlet cones trub so you can draw bright 麦汁 に対する 熱交換器. Attention to shear, flow-paths, and tri-clamp seals preserves foam-positive proteins and reduces pick-ups before the cellar.
“Brewhouses that guide temperature profiles and flow consistently make training easier and results more predictable.” — Head 醸造家, taproom & distro
Sizing, bbl, and when 3.5 bbl makes sense
Capacity is usually expressed in bbl (barrels; 1 bbl = 31 U.S. gallons). Many startups launch with 3.5 bbl to test market fit, then scale to 7–15 bbl for steady taproom plus wholesale. Your バッチ size should match tank turns and cold-side capacity, not just hot-side ambition.
Typical capacity ladder
| Brewhouse (bbl) | Ideal Output / Week | 備考 |
|---|---|---|
| 3.5 | 1–3 turns | Pilot, nano, festivals, rapid iteration |
| 7 | 2–4 turns | Taproom + light distro |
| 10–15 | 3–6 turns | Multi-brand, seasonal, flagships |
| 20–30 | 4–8 turns | Packaging line alignment, wholesale growth |
Right-sizing lowers COGS. Undersized systems force double-shift days; oversized systems hurt cash flow. Align brewhouse to cellar (発酵槽/ユニタンク) volume and packaging cadence.
Size and spec a starter platform with our nano brewery equipment guide for agile launches and pilots.
Cellar choices: fermenters, unitanks, fittings, and control
In the cellar, ステンレス鋼 conicals provide headspace and geometry for quick yeast drop. A コニカル発酵槽 with 60–70° cone helps harvest, dump trub, and clarify efficiently. For flexibility, a ユニタンク (pressure-rated) lets you ferment, crash, and carb in one タンク, trimming transfers and oxygen risk.
Pay attention to ports and fittings. 1.5″ tool-less tri-clamp ferrules speed hop doses, sampling, and purges. Dedicated spools for dry hop, spunding, and an in-line oxygenation kit enhance dissolved O₂ control before pitch. Add jackets and 温度管理 loops so the 発酵槽 holds setpoints through vigorous 発酵.

Heating options: steam, direct-fire, or electric?
Steam shines for step-mashing and tight ramp control. Direct-fire can be cost-effective at small sizes, but require careful combustion design. 電気醸造 is clean and quiet, ideal for urban spaces with power capacity and emissions rules. Whatever you choose, size the burner or elements to reach boil in a reasonable window while keeping caramelization in check.
Good build quality reduces long-term costs: thicker shells, clean welds, and polished stainless interior surfaces improve durability and cleaning. Insulation lowers energy use and protects staff.
Utilities & layout: hot liquor, heat exchanger, wort chiller, pump, and grain handling
Utilities make or break your day. A hot liquor tank (HLT) stabilizes strike/sparge temps and slashes heat-up time between turns. A two-stage 熱交換器 (city water + glycol) drops 麦汁 to pitch temp quickly, while a dedicated 麦汁ポンプ preserves gentle laminar transfer.
Upstream, a malt scale and 穀物ミル with consistent crush feed the mash. Use grist hydrators and under-let to avoid dough balls, then sparge evenly to keep run-off clear. Specify ergonomic platforms and hose drops so crews move safely between マッシュタン and vessels without kinks or trip points.

CIP & sanitation: clean fast, avoid contamination
Fast, reliable cleaning is non-negotiable. A dedicated CIP cart, spray balls, and reclaim loops shorten turn-around while saving water and chemicals. Proper sanitation requires time, temperature, and turbulence—verify all three. Keep a tight gasket program, and rotate cleaning equipment so every line sees detergent and sanitizer at spec.
Design to prevent contamination: purge lines with CO₂ before cold-side transfers, minimize dead legs, and keep sight glasses shaded. Validate with ATP swabs and regular plate counts—small checks prevent big losses.
Fermentation control: yeast health and quality you can taste
Healthy イースト is your best insurance policy. Oxygen appropriately with your in-line oxygenation kit, pitch by cell count, and control exotherm with balanced jackets. Harvest at peak vitality, store cold, and repitch with measured generations. Doing so helps you brew exceptional beer with bright aromatics and repeatable attenuation.
QA starts early: record pH in マッシュ, gravity in the kettle/lauter run-off, and DO on transfers. Cold-crash, fine, or filter as your style demands—and log everything. When the team sees trends, they fix problems before customers taste them.
- Compare cellar options on our beer fermenter & bright tank page to match styles and throughput.
Packaging & service: brite tank, keg, and beyond
A ブライトタンク gives you a stable, carbonated buffer before package. It also polishes haze for lagers and clean ales. Serving “ブライト” from a dedicated line reduces drift and keeps draft flavor consistent. For small formats, 樽 workflows should include cold holds, CO₂ breakout checks, and meticulous headspace control.
If you package, match your ブライトタンク volume to filler speed and day targets. A canning day that chases the cellar is stressful; a brite buffer makes the line hum and your crew breathe easier.
Cost & ROI: where the time and money go
Where does your day go? Use this rough split to spot efficiency wins.
Time on a typical turn
- Hot-side (heat-up, マッシュ, run-off, boil, knock-out): ~45–55%
- Cellar (transfer, dry hop, crash): ~25–35%
- Cleaning/Cycle-backs (CIP, hoses, floors): ~15–20%
Simple ROI snapshot
| Lever | Typical Gain | Example Impact |
|---|---|---|
| Faster knock-out (bigger 熱交換器) | 20–30 min saved/turn | +1 extra turn per week |
| Better lauter geometry | 10–15% shorter run-off | Less labor OT |
| Dedicated CIP cart | 25–40% shorter clean | More tank turns/month |
| Smarter glycol zoning | 8–12% energy cut | Utility spend ↓ |
For a マイクロブリュワリー adding a second shift, shaving 45 minutes per turn across 5 turns/week returns >30 hours/month—enough to absorb new distro orders without hiring immediately.
“We scaled from nano pilot batches to steady 10-bbl production by fixing knock-out and clean-down. Same crew, more beer.” — Operations Lead
Brands & build quality: Blichmann, Anvil, and when to go pro
High-quality home and pilot gear has its place. ブリッチマン そして anvil brewing offer thoughtful features for test batches and 自家醸 labs. blichmann engineering’s attention to detail is well-known, and blichmann engineering’s accessories integrate neatly with bench-scale workflows. anvil fixtures are friendly for a compact home brewery or R&D corner.
Once you’re selling pints and pallets, though, you need pro brewing systems with commercial safety factors: thicker jackets, pro-grade valves, bigger drives, and piping designed for frequent hot transfers. That’s the leap from 家庭用醸造装置 to plant-floor reliability suitable for commercial beer brewing.
Why choose a turnkey brewing system (and where to learn more)
A turnkey brewing system bundles vessels, piping, controls, and integration so your team can install, commission, and start brewing quickly. If you want one responsible partner for design, FAT/SAT, training, and after-sales, go turnkey and avoid multi-vendor finger-pointing.
Explore these helpful resources to plan your path:
Quick spec table you can adapt
| コンポーネント | What to check | Why it matters |
|---|---|---|
| マッシュ・タン | Rakes, jackets, false bottom | Even extraction, faster run-off |
| ケトル | Evap rate, venting, steam stack | Flavor stability, worker comfort |
| ワールプール | Tangential inlet, cone geometry | Clearer 麦汁, less trub carryover |
| 発酵槽 | Cone angle, PRV, manway | Yeast harvest, safety, access |
| ユニタンク | Pressure rating, carb stone | Fewer transfers, flexible scheduling |
| ブライトタンク | ASME stamp, spray ball | Safe pressure, CIP coverage |
| 熱交換器 | 2-stage, easy pull-apart | Faster knock-out, simpler cleaning |
よくある質問
What size brewhouse should I start with?
Start where demand and cash flow meet. Many launch at 7–10 bbl with cellar sized for 2–3 turns/day, then add vessels as SKUs and tap handles grow.
Do I need steam or can I go electric?
Both work. 電気醸造 is clean and quiet, great for urban spaces. Steam offers fast ramps and multi-vessel control—ideal for step マッシュ programs.
What’s the difference between a fermenter and a unitank?
A 発酵槽 is for primary 発酵; a ユニタンク is pressure-rated so you can carb and package from the same タンク. Unitanks reduce transfers and O₂ risk.
How do I minimize oxygen when transferring?
Purge lines and vessels, use CO₂ blankets, and keep a gentle 麦汁ポンプ curve. If possible, package from a ブライトタンク with DO checks at filler.
How should I plan for packaging?
Match ブライト volume to line speed and sales cadence. If you’re draft-heavy, invest in 樽 cleaning and cold storage first.
Is a whirlpool essential?
Yes for most setups. It speeds trub separation and hop stand control, improving clarity and flavor consistency.
Sources & further reading
- Brewers Association: Draught Beer Quality Manual
- Master Brewers Association of the Americas: Sanitation Best Practices
- BYO Magazine: Heat exchanger care and CIP fundamentals
Final takeaways
- Size for demand, not dreams; balance bbl capacity across hot- and cold-side.
- Prioritize clean design: fast CIP, tight sanitation, and easy service access.
- Use ユニタンク flexibility to reduce transfers and oxygen exposure.
- Right utilities—熱交換器, HLT, and pumps—save time every 醸造の日.
- Choose pro-grade build quality when moving from pilot to production.
- When in doubt, go turnkey to simplify commissioning and support.