


With the rapid development of the craft beer market, more and more investors and brewers want to enter this field. However, to successfully operate a commercial brewery, you must first choose the right beer brewing equipment. The choice of equipment not only affects the quality of beer but also affects production efficiency, operating costs, and the possibility of future expansion. Therefore, before deciding to purchase commercial beer brewing equipment, a comprehensive assessment of the suitability of the equipment is required.

Brewing process: from grain to finished product
- Milling: This process starts with milling, where the malt is crushed to break down the starch in it. The consistency of the grind affects the efficiency of the mash.
- Mashing: In the wort barrel, the milled grains are mixed with water at a specific temperature to convert the starch into fermentable sugars. This step forms the sweet wort, which is the basis of all beer flavors.
- Boiling and hopping: The wort is transferred to the brew kettle and boiled, and hops are added to increase bitterness and aroma. This is a key step in defining the characteristics of beer.
- Fermentation: After the wort is boiled, it is quickly cooled and transferred to the fermentation tank, where yeast is added to convert the sugars into alcohol and carbon dioxide, and finally form beer.
- Conditioning and filtering: After fermentation is complete, the beer will enter the conditioning stage to further develop the flavor. Filtration removes all impurities, leaving a clear and stable product.
- Brewing process: from grain to finished produc
- Milling: This process starts with milling, where the malt is crushed to break down the starch in it. The consistency of the grind affects the efficiency of the mash.
- Mashing: In the wort barrel, the milled grains are mixed with water at a specific temperature to convert the starch into fermentable sugars. This step forms the sweet wort, which is the basis of all beer flavors.
- Boiling and hopping: The wort is transferred to the brew kettle and boiled, and hops are added to increase bitterness and aroma. This is a key step in defining the characteristics of beer.
- Fermentation: After the wort is boiled, it is quickly cooled and transferred to the fermentation tank, where yeast is added to convert the sugars into alcohol and carbon dioxide, and finally form beer.
- Conditioning and filtering: After fermentation is complete, the beer will enter the conditioning stage to further develop the flavor. Filtration removes all impurities, leaving a clear and stable product.
Main equipment required for commercial beer brewing
Crushing system
Before brewing beer, a malt grinder needs to grind the malt to better release starch and promote the mash process. Commercial brewing equipment usually requires an efficient malt grinder, mainly considering the following factors: Ensure that the crushed malt is neither too fine (making filtering difficult) nor too coarse (affecting mash efficiency); the equipment should be able to meet production needs, such as how many kilograms of malt can be crushed per day; commercial equipment needs to be run frequently, and durability and ease of cleaning are very important.
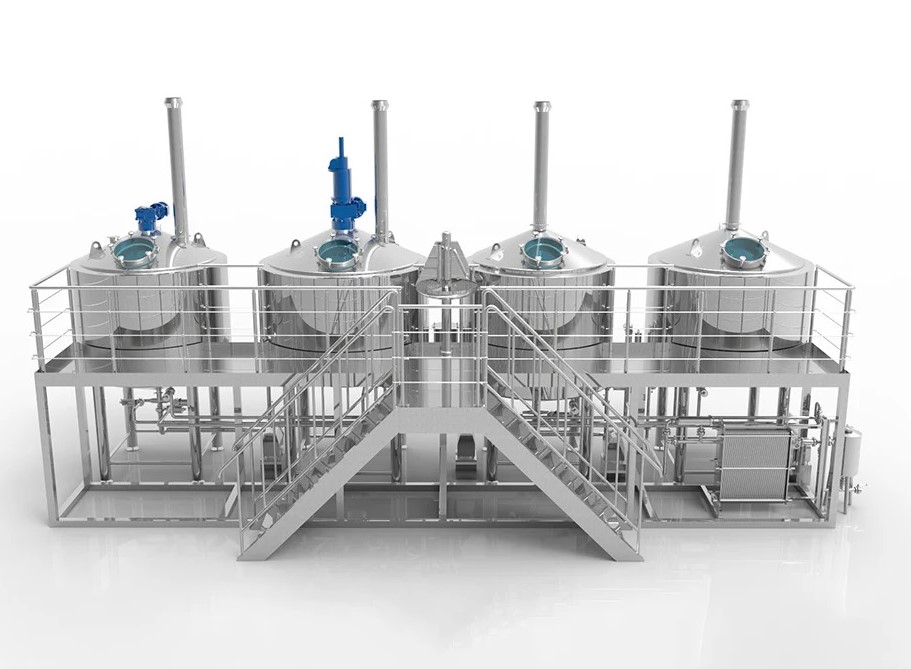
Mash system
The mash system is the core part of brewing beer, which determines how the starch in the malt is broken down into fermentable sugars by enzymes. Commercial mash systems usually include the following key equipment:
- mash pot: used to heat malt and water to give full play to enzyme activity. The accuracy of temperature control and the efficiency of the stirring system need to be considered.
- Filter tank: used to separate malt grains and wort, and attention should be paid to the filtration speed and the convenience of malt grain discharge.
- Boiler: used to boil wort and add hops. Pay attention to heating efficiency, volatility control and emission system.
- Rotary settling tank: used to settle solid particles, ensure wort clarity, and improve the quality of the final beer.
Fermentation system
Fermentation is one of the most critical steps in brewing beer, which determines the flavor and alcohol content of beer. Commercial fermentation systems must have the following characteristics:
- Fermentation tank capacity: The appropriate tank body must be selected according to the production scale. The capacity of commercial fermentation tanks usually ranges from 500L to 5000L.
- Temperature control system: The fermentation temperature directly affects the flavor of beer. Commercial equipment is usually equipped with a precise temperature control system.
Pressure regulation system: Some beers need to be fermented under a specific pressure, and the equipment needs to support the regulation of internal pressure.

Cooling system
The cooling system plays an important role in both mash and fermentation. The following factors are mainly considered:
- Cooling speed: Rapid cooling of wort can prevent oxidation and improve beer quality.
- Energy consumption: High-efficiency and energy-saving chillers can reduce operating costs.
- Scalability: Whether it supports the addition of cooling capacity to cope with future expansion needs.
Filling and packaging system
If the brewed beer needs to be sold externally, then filling and packaging equipment is essential. Common commercial filling equipment includes:
- Bottle/can filling machine: Ensure that oxygen contact is reduced during the filling process to increase the shelf life of beer.
- Capping machine: Ensure good sealing to avoid secondary contamination.
- Labeling machine: Support fast and efficient labeling to improve production efficiency.
How can you judge whether beer brewing equipment is suitable for commercial production?
- Whether the production capacity meets market demand:The production capacity of commercial brewing equipment needs to match market demand. For example, if your goal is to produce 1,000 tons of beer per year, you need to calculate the batch size of each brew and the utilization rate of the equipment to ensure that the equipment will not become a production bottleneck.
- The degree of automation of the equipment:Modern commercial breweries generally use highly automated equipment to reduce manual intervention and improve production efficiency. Equipment with a high degree of automation is usually equipped with a PLC control system, which can accurately control parameters such as temperature, pressure, and stirring speed.
- Material and manufacturing process of the equipment:Commercial equipment is usually made of 304 or 316 stainless steel, which has good corrosion resistance and durability. In addition, factors such as welding quality and inner wall polishing (reducing residue adhesion) will affect the cleaning and maintenance costs of the equipment.
- Energy consumption and operating costs:Choosing energy-efficient equipment can significantly reduce long-term operating costs. For example, the use of technologies such as high-efficiency heat exchangers and energy-saving steam heating systems can reduce energy consumption and thus increase profit margins.
- Scalability of equipment:If you plan to expand the scale of production in the future, whether the equipment supports expansion is an important consideration. For example, can the mash system increase the malt crushing capacity, can the fermentation tank increase the capacity, etc.
- Supplier’s technical support and after-sales service:Commercial equipment usually needs to be used for a long time, so the quality of the supplier’s after-sales service is crucial. High-quality suppliers not only provide installation and commissioning, but also provide training, maintenance support and spare parts supply to ensure smooth production.
- Whether it complies with food safety and regulatory requirements:Different countries and regions have different food safety standards for beer brewing equipment. Commercial equipment must comply with relevant regulations, such as food-grade materials and sanitary pipeline design.

Factors to consider when setting up a commercial brewery
Location and space
Choosing the right location is crucial to the success of a commercial brewery. First, market access should be considered, i.e., whether there are enough local consumers, whether the distribution channels are convenient, and whether the supply of raw materials is smooth. In addition, the quality of water supply directly affects the taste and stability of beer, so it is necessary to ensure that the water source meets the brewing standards.
Permits and regulations
Obtaining the necessary licenses and strictly complying with relevant regulations are the key to legal operation. The brewing industry is usually subject to multiple supervisions of local, state (provincial) and national regulations, and it is essential to apply for production licenses, sales licenses, tax registration and other procedures.
Public utilities and infrastructure
A successfully operated brewery requires stable and sufficient utilities such as water, electricity, and gas. Water is the core raw material for brewing beer, so not only should water quality be considered, but also a stable water supply should be ensured to avoid production interruptions. At the same time, power demand cannot be ignored, especially the operation of automated production equipment, electric heating systems, and refrigeration systems, all of which require a sufficient power supply.
Safety and compliance
Safety is the top priority of brewery operations. Since breweries involve potential risks such as high temperature, high pressure, steam, chemical cleaning agents, etc., strict safety regulations must be implemented, and employees must be regularly trained in safety. For example, workers need to wear appropriate protective equipment, be familiar with emergency response procedures, and comply with equipment operating specifications.
Conclusion
Choosing beer brewing equipment suitable for commercial production requires comprehensive consideration of production capacity, degree of automation, materials, energy consumption, scalability, after-sales support, and regulatory compliance. Before purchasing equipment, investors and brewers need to fully understand their needs and communicate in detail with suppliers to ensure that the selected equipment can meet current and future production needs. A high-quality commercial beer brewing equipment can not only improve the quality of beer, but also optimize the production process and reduce costs, thereby gaining an advantage in the fiercely competitive market.